
Gallery

WHAT IS POWDER METALLURGY?
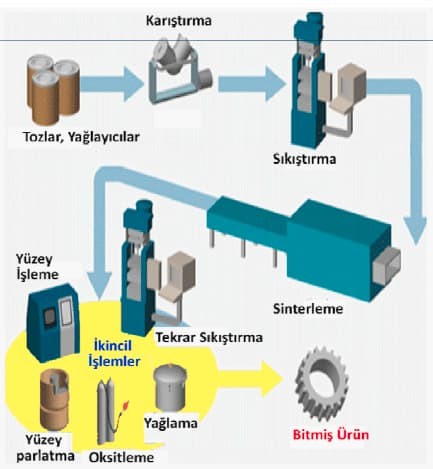
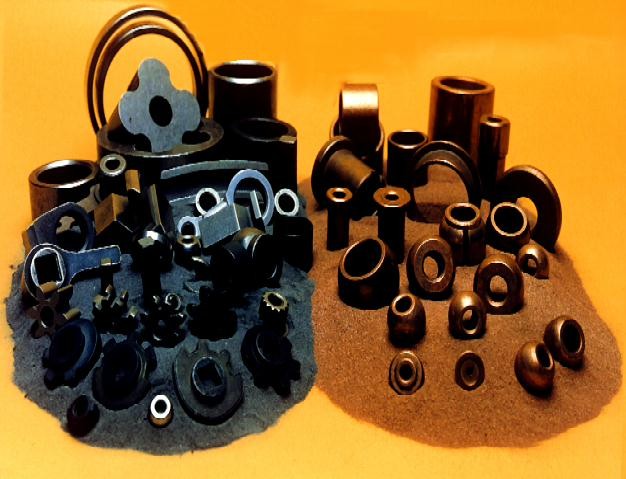
Powder metallurgy is the machine part manufacturing technique which involves the treatment of pressed metal powder mixtures at high temperatures and controlled atmospheric conditions. Depending on customer requirements, some of the sintered machine parts are also subjected to additional treatments such as calibration, barreling, oil impregnation and thermal processing.

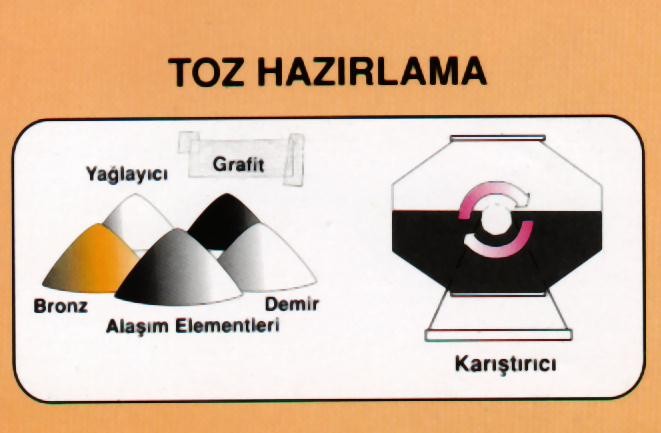
The metallic powders, lubricants and if needed alloying elements are mixed in order to obtain truly homogenous mix. The main goal of using lubricant is to reduce the friction between powder particles and die walls and provide better flow of the powder into the tool.
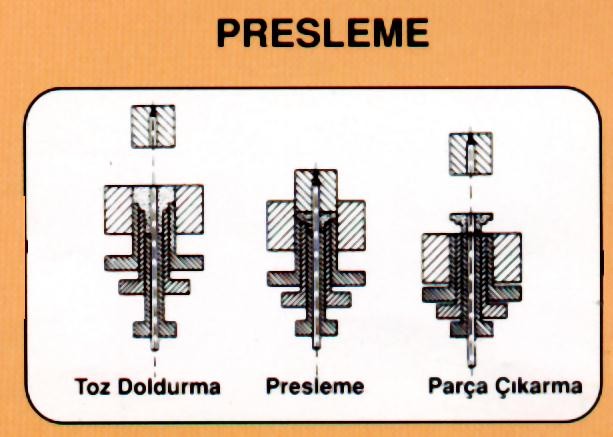
The various powders are compressed into the tools, which are manufactured from steel or other suitable hard metal, with a pressure related to the final density required for the part. We have 11 mechanical presses from 3 to 100 tons in our pressing department.
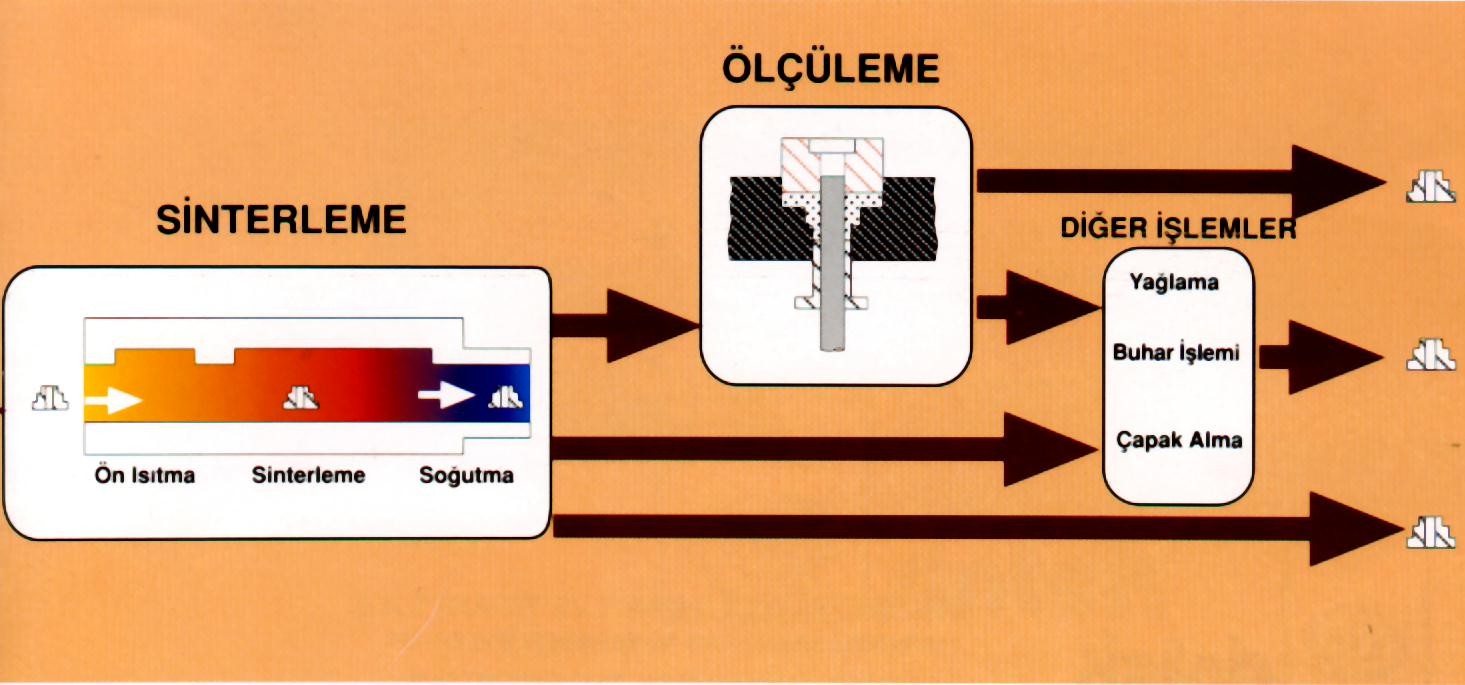
Sintering is the production phase during which the component acquires the mechanical characteristics required by its intended use. İn sintering process the sintering temperature, sintering time and the sintering conditions are the most important parameters.
Sizing process is applied to obtain the required specifications of the part. We have 9 hydraulic/mechanical presses from 10 to 50 tons in our sizing department.
This process is applied only for iron parts. The parts are exposed to high pressure steam at around 550ºC. This creates a thin layer of iron oxide (Fe304) on the surface and across all interconnected and distributed porosity throughout the part.Consequances of this process are corrosion resistance,hardness, increase of compressive strength and wear resistance.
Barrelling is used to remove any burrs still present after the previous production stages by tumbling the parts amongst abrasive stones. İn some cases liquid atmospheres which contains abrasive powders are used.
To increase the protection against corrosion and wear resistance oil and other nonmetallic materials are impregnated to the sintered parts.
THE ADVANTAGES OF POWDER METALLURGY
• Achieving strict tolerances.
• Outstanding surface finishing.
• Achievement of high strength and corrosion resistance through thermal processing.
• Self-lubrication in bearings.
• Production in higher quantities compared to machining processes.
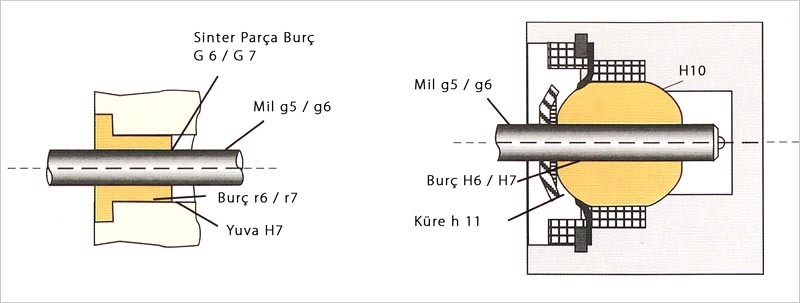
ISO DELİK TOLERANSLARI
| RUMUZ | KISIM | < 3mm | > 3-6 mm | > 6-10 mm | > 10-18 mm | > 18-30 mm |
| F7 | üst | +16 | +22 | +28 | +34 | +41 |
| F7 | alt | +6 | +10 | +13 | +16 | +20 |
| F8 | üst | +20 | +28 | +35 | +43 | +53 |
| F8 | alt | +6 | +10 | +13 | +16 | +20 |
| G6 | üst | +8 | +12 | +14 | +17 | +20 |
| G6 | alt | +2 | +4 | +5 | +6 | +7 |
| G7 | alt | +12 | +16 | +20 | +24 | +28 |
| G7 | alt | +2 | +4 | +5 | +6 | +7 |
| H5 | üst | +4 | +5 | +8 | +8 | +9 |
| H5 | alt | 0 | 0 | 0 | 0 | 0 |
| H6 | üst | +6 | +8 | +10 | +11 | +13 |
| H6 | alt | 0 | 0 | 0 | 0 | 0 |
| H7 | üst | +10 | +12 | +15 | +18 | +21 |
ISO MİL TOLERANSLARI
| RUMUZ | KISIM | < 3 mm | > 3-6 mm | > 6-10 mm | > 10-18 mm | > 18-30 mm |
| G5 | üst | -2 | -4 | -5 | -6 | -7 |
| G5 | alt | -6 | -9 | -11 | -14 | -16 |
| G6 | üst | -2 | -4 | -5 | -6 | -7 |
| G6 | alt | -8 | -12 | -14 | -17 | -20 |
| H5 | üst | 0 | 0 | 0 | 0 | 0 |
| H5 | alt | -4 | -5 | -6 | -8 | -9 |
| H6 | alt | 0 | 0 | 0 | 0 | 0 |
| H6 | alt | -6 | -8 | -9 | -11 | -13 |
| R6 | üst | +16 | +23 | +28 | +34 | +41 |
| R6 | alt | +10 | +15 | +19 | +23 | +28 |
| R7 | üst | +20 | +27 | +34 | +41 | +49 |
| R7 | alt | +10 | +15 | +19 | +23 | +28 |
| S6 | üst | +20 | +27 | +32 | +39 | +48 |
| S6 | alt | +14 | +19 | +23 | +28 | +35 |
TAVSİYE EDİLEN DELİK VE MİL TOLERANSLARI